Within the many laboratories of the King Abdullah University of Science and Technology (KAUST) in Saudi Arabia lies the High-Throughput Laboratory in the KAUST Catalysis Center (KCC). The KCC has multiple Avantium’s Flowrence® High-Throughput units, designed to test the process performance of fixed-bed catalysts to accelerate catalyst R&D in order to produce new and relevant catalyst knowledge. The KCC has Flowrence® Units with 16 and 4 parallel reactors with a combined testing capacity of 48 reactors.
The Flowrence® technology offers nano-flow high-throughput catalyst reactors to test a variety of catalysts and process parameters producing results that are accurate, reliable and reproducible. The units are designed to be easy to operate with no leak testing required before every run.
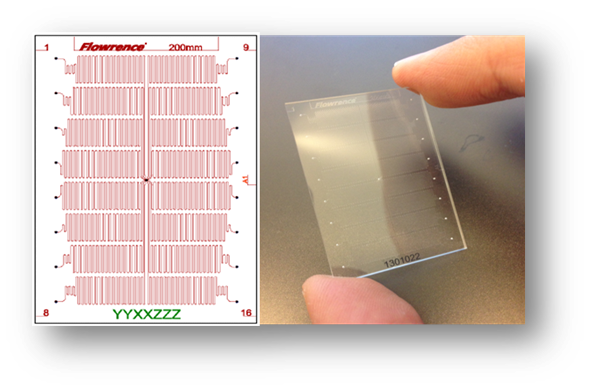
In a recent research paper published by the team “Coated sulfated zirconia/SAPO-34 for the direct conversion of CO2 to light olefins”, 16 samples of 50-100mg of catalysts were tested simultaneously with a reactor-to-reactor feed flow variation (error) of less than 2%. Such precision is achieved through microfluidic distribution using glass chips (see figure next).
The Avantium units at the KCC are typically fully booked for more than 350 days per year with only the required maintenance downtime. The Flowrence® XD with 4-parallel reactors is designed for flexibility, accommodating different applications. Two of the available XD units at KCC are able to work in tandem: one for CO2 hydrogenation, converting CO2 into simple hydrocarbons such as methane; the second on using methane as a chemical building block and produce longer chain, more valuable hydrocarbons.

Quartz reactors, enabled by the Flowrence® tube-in-tube technology, present a novel alternative to the traditional stainless steel vessels, for high temperature applications and where chemical activation of steel tubes might be an issue. Such was the case in the research paper “Stable High-Pressure Methane Dry Reforming Under Excess of CO2”, with an operating temperature of 800˚C using quartz reactors. The unique tube-in-tube technology of Avantium’s high-throughput systems balances the internal reactor pressure with a flow of diluent (typically nitrogen) on the outer side, allowing the use of quartz reactors.
Hear it from the end-users
“The Avantium technology has really helped us in optimizing catalyst testing efficiently…The time it would take to generate data of 16 catalysts in a single channel unit would be maybe 3 months of work, this is now compress into 1-2 weeks. I have really loved working with Avantium units, I really impressed by the engineering use and how reliable and reproducible our data is – I wish I could always work with Avantium units”.
“These two (2) Flowrence XD’s by Avantium are widely used in this catalysis center in order to speed up our catalysis research in particular CO2 hydrogenation and methanol to hydrocarbon transformation.”
“What we really like of them is not only the parallel reactor, but the fact they are very easy to operate even with people of different backgrounds and countries (of origin). They are robust enough for us to train staff regardless of their country of origin, if they have a MS, PhD, does not matter.”
“With these new Flowrence systems we strengthen our high-throughput facilities for heterogeneous catalysis and make sure that our researchers keep having access to state of the art technology. We have an excellent experience with Avantium’s equipment and technical support and look forward to developing new catalysts by making use of these systems.”