How can high-throughput testing enable the transition to a circular economy?
Over the last decades, the chemical industry has been challenged with the target to reduce the fossil resource dependency, mitigate climate change and resolve pollution. Waste recycling can contribute to all of these pillars and, as a result, these challenges have initiated the search for means to recycle waste streams, preferably at the source of production before harming ecosystems in order to transit to a circular economy.
In this Catalysis Insider, we want to highlight two trending topics, which are important enablers to reach a circular economy: chemo-catalytic CO2 valorization and plastic recycling. Both their respective chemical process & R&D challenges can benefit from high-throughput testing.
Chemo-catalytic CO2 valorization: adsorptive separation followed by valorization

Source : Chem. Rev. 2017, 117, 14, 9804-9838
Excessive CO2 emission is estimated to contribute 57% of global greenhouse effect. Separating CO2 from relevant sources such as flue gas, natural gas, and syngas may reduce emissions directly or indirectly by increasing the energy efficiency. Compared with amine absorption, adsorptive separation offers merits such as low energy cost, no corrosion, and many other advantages. The need to get sufficiently pure CO2 for further valorization demands research and development on new adsorbents, which involves a lot of material testing. Therefore Avantium has identified this field as an area for the development and commercialization of high-throughput R&D solutions which accelerate adsorbent performance testing activities.
The separation is followed by chemo-catalytic CO2 conversion processes. This is an active option to reduce greenhouse gas emissions and actually utilize CO2 as a feedstock to produce fuels and valuable chemicals.
In the various CO2-to-chemcials routes, new catalytic materials have to be identified and developed with the optimal selectivity and activity in achieving the desired value-added products (e.g. olefins and aromatics).
The early discovery phase of such new catalytic materials offers a great opportunity to apply high-throughput testing methodologies. One of the key advantages of high-throughput testing in the early discovery phase is that it enables to develop a kinetic model that gives a better understanding of mechanisms of reactions. Applying multi parallel fixed bed reactors (up to 64 reactors in parallel) enable the possibility to vary multiple parameters in one single experiment. This approach will significantly reduce the time in the search of an optimal catalytic material.
Plastic recycling
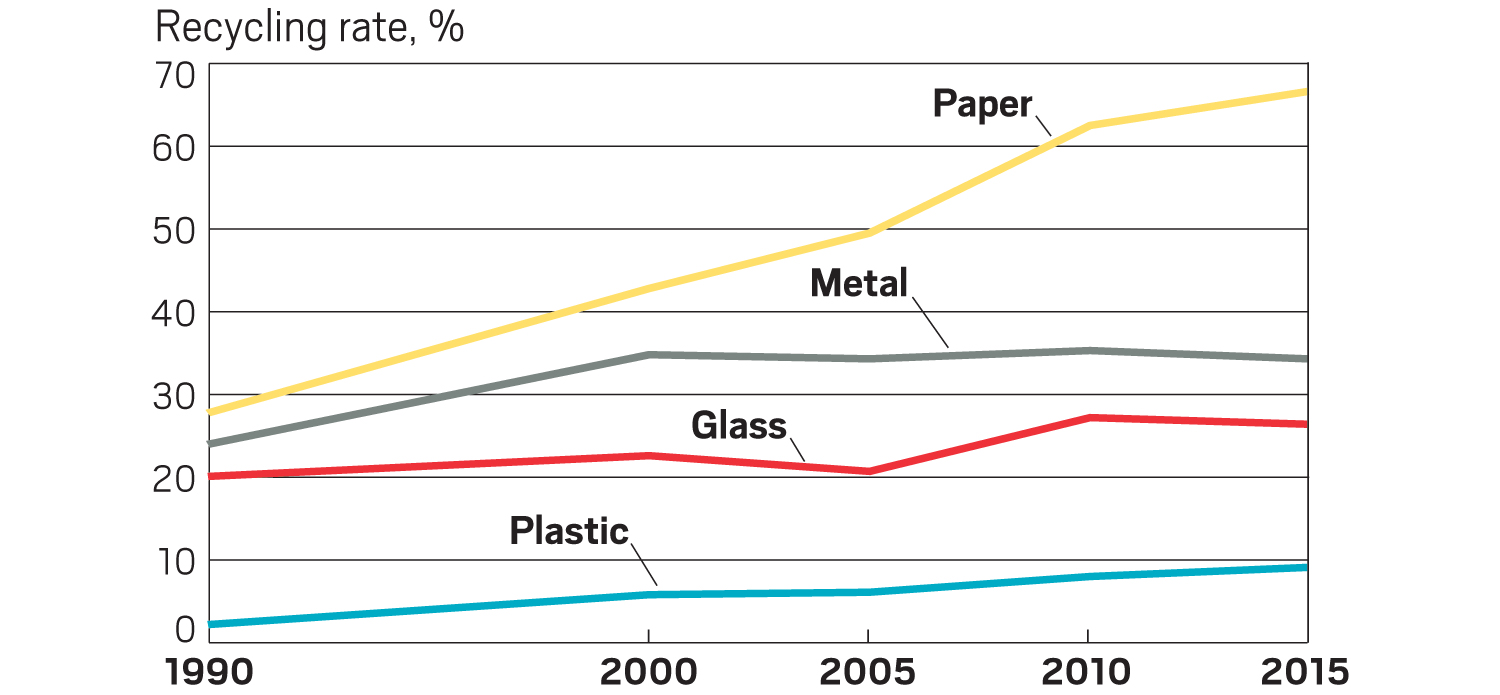
Plastics recycling, as it exists today, is mainly based on mechanical recycling and is not yet optimal. As below graph shows, few plastics get recycled—only about 9% in the US and 15% in Europe.
Chemical recycling could be a way around some of the shortcomings of mechanical recycling. Chemical processes are more tolerant of contamination, and they yield polymers that are identical to the originals, eliminating down-cycling. Thus chemical recycling could play a key part in dealing with the current plastic waste problem. In chemical recycling processes, plastic waste is purified and chemically separated into new, pure chemical building blocks. These, in turn, can be used to manufacture new plastics. When it comes to processing more complex plastics, chemical recycling is the only option. This offers new opportunities for the development of innovative technologies that promote recycling of plastics. This includes research and development on new materials and additives that facilitate recycling processes, as well as several chemical recycling processes to create value out of the plastic waste.
There are two main routes in the chemical plastic recycling domain and the choice usually depends on the purity of the feed plastic stream: decomposition and de-polymerization (see below table)
| Method | Characteristics feedstock | Typical applications |
| Decomposition | typically olefin feedstock |
|
| De-polymerization |
typically polyester feedstock |
|
Summary
We observe that many of our customers are working in the above mentioned two areas to find and optimize new materials and processes. In several cases Avantium has supported customers with the appropriate high-throughput testing solutions, applying both batch and flow reactors, in order to accelerate their R&D in the field of adsorbents and catalysts, with either fixed-bed or batch solutions.
Please contact us if you would like to know more about our solutions in the areas of CO2 valorization and chemical plastic recycling.